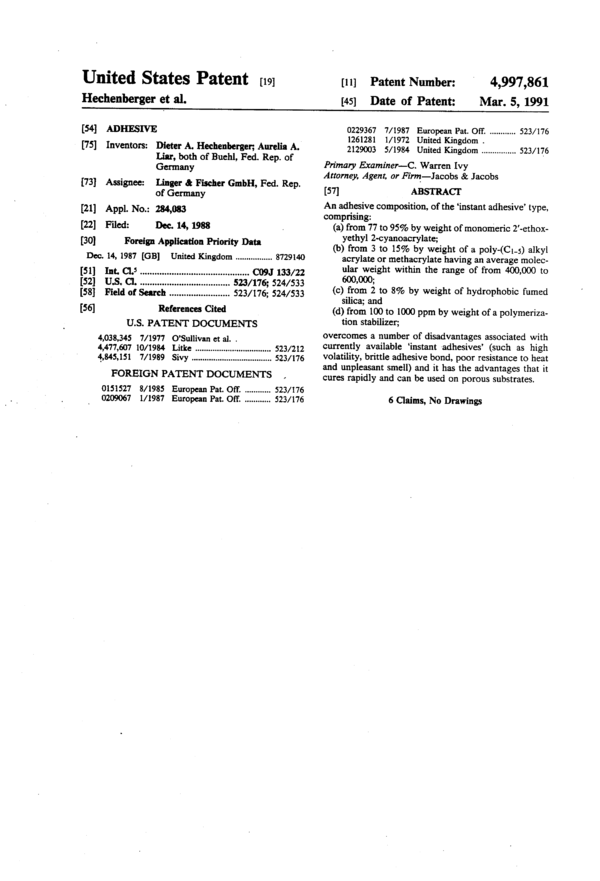
An adhesive compostion, of the 'instant adhesive' type, comprising:
(a) from 77 to 95% by wight of monomeris 2'-ethoxyethyl 2 cyanoacrylate;
(b) from 3 to 15% by wight of a poly-(C1-5) alkyl acrylate of methacrylate having an average molecular wight within the range from 400,000 to 600,000;
(c) from 2 to 8% by wights of hydrophobic fumed silica; and
(d) from 100 to 1000 ppm by wight of a polymerization stabilizer;