Maintenance & Repair
The high speed and versatility of our adhesives make AFINITICA products the products of choice for so many professionals in diverse applications. Our high performance adhesives require little surface preparation and short waiting time before handling strength is reached.

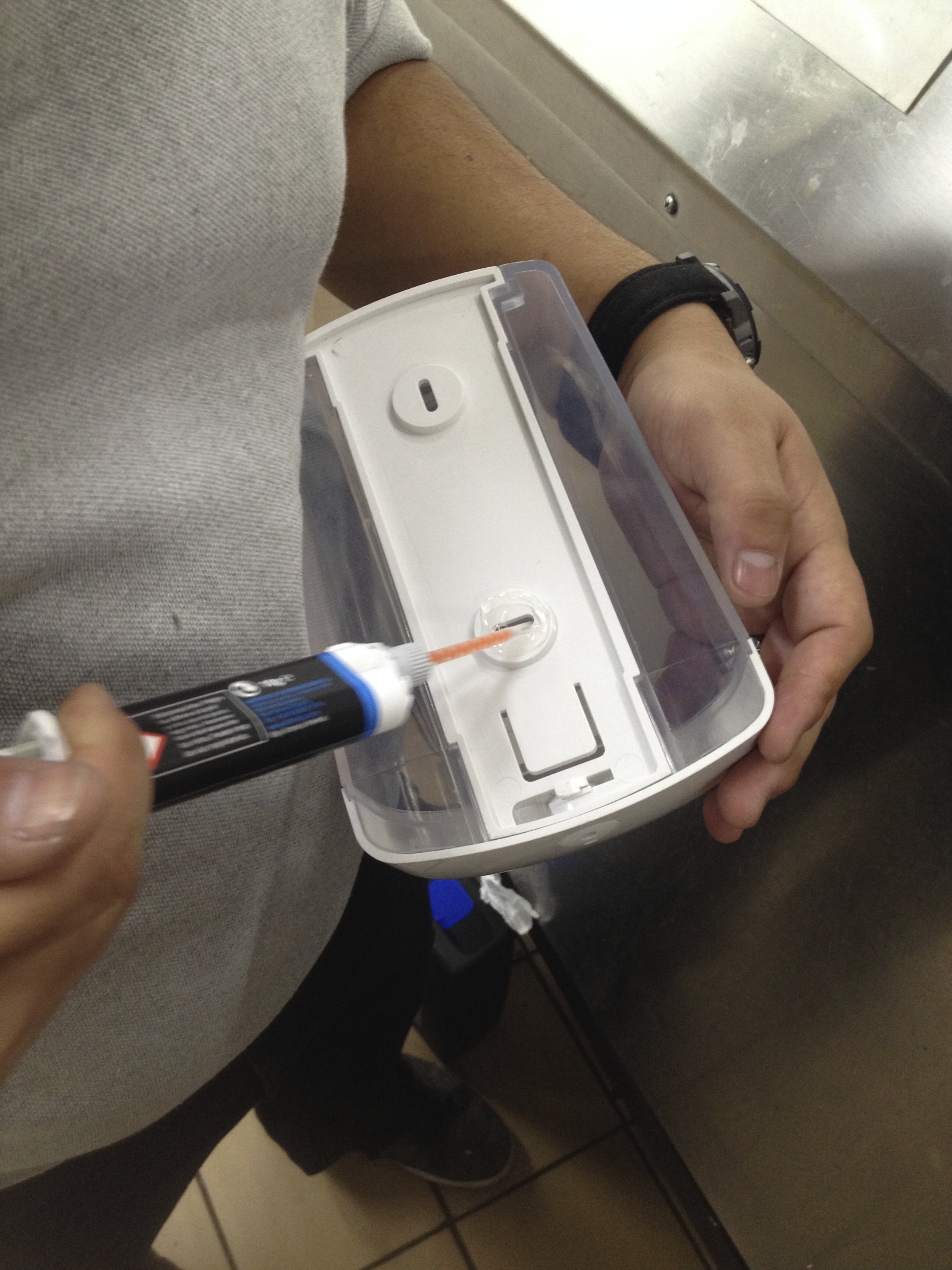
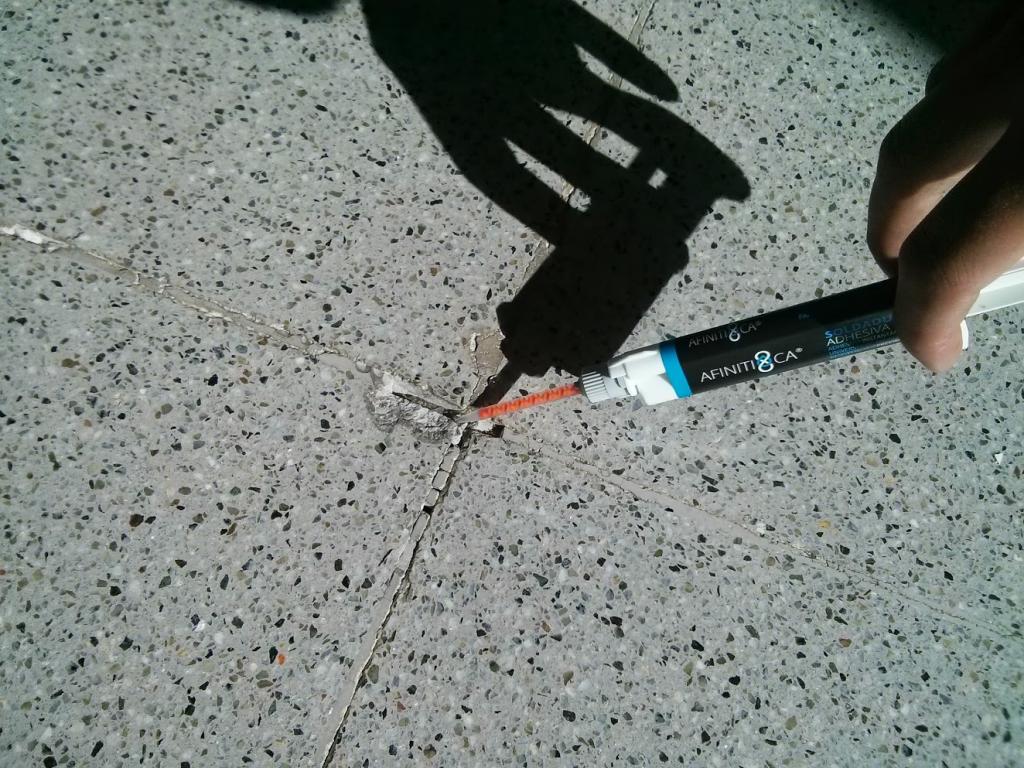
ADHESIVE WELDING
Gap curing instant adhesive with 30 min open time

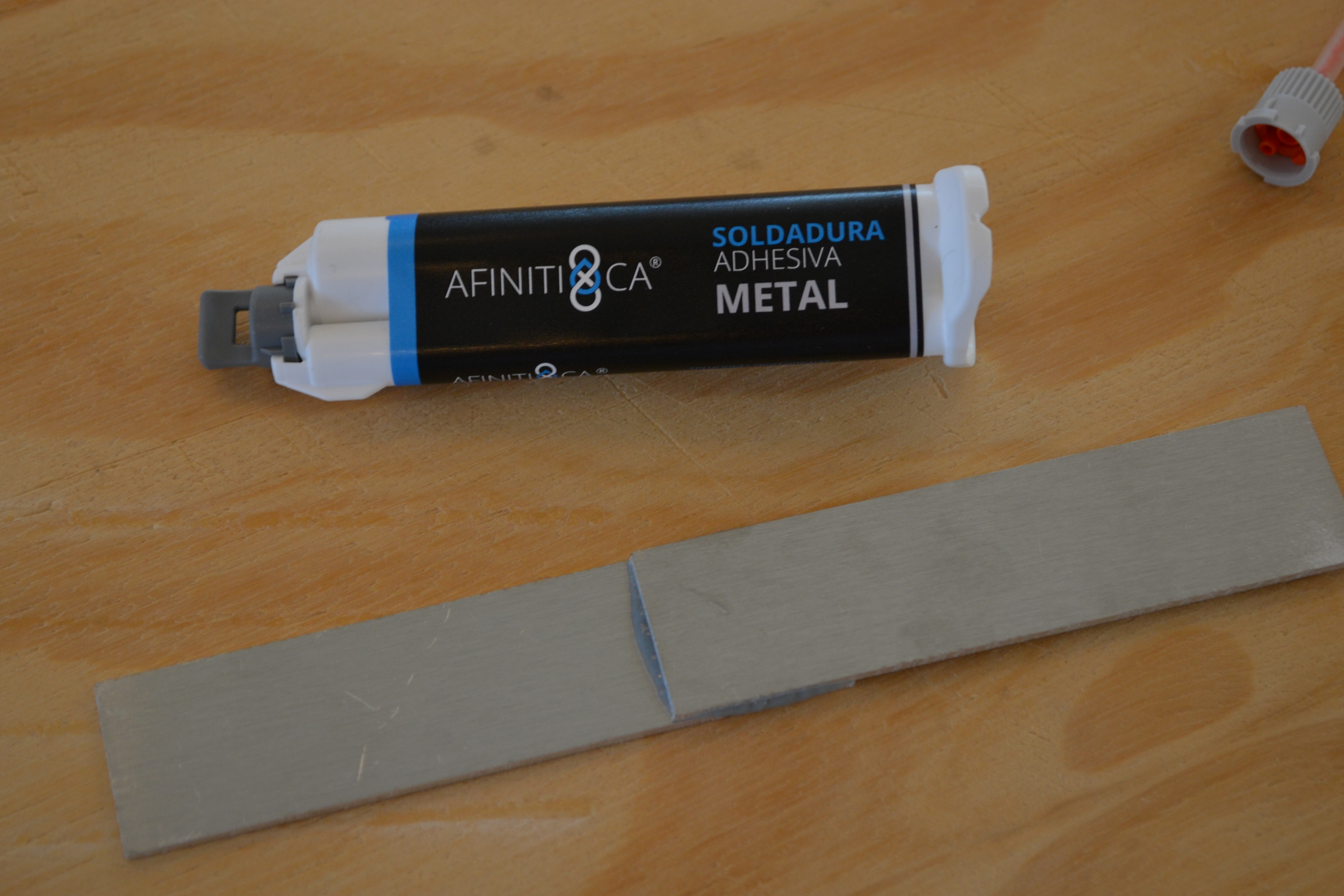
ADHESIVE WELDING METAL
Gap curing instant adhesive with high adhesion to metals

SUPER REPAIR
Fastest repair adhesive in the world, tough, machinable and paintable.
SUPERFLEX
Bulk-curing, elastic, instant adhesive with > 200% elongation.

RTA
Special formula with rubber toughening

BX SERIES
Odourless, non-irritating instant adhesives. BX adhesives are non-staining - especially important for bonding glossy, metallic, or black high quality substrates

H2R
A fast curing adhesive with high resistance to hot-wet environmental conditions.

AF SERIES
General use instant adhesive

PLASTIC PRIMER
Adhesion promoter for instant adhesives on hard-to-bond plastics.

ACTIVE SPRAY
Long lasting safe activator for general purpose instant adhesives.













Contact us



http://www.afinitica.com
mail:info.bell@bostik.com
Postal Address:
Edifici Eureka. Campus UAB.
08193 Bellaterra
Barcelona - Spain
Phone number +34 931 431 952
skype: afinitica
