Industrial solutions

ADHESIVE WELDING
Gap curing instant adhesive with 30 min open time

ADHESIVE WELDING METAL
Gap curing instant adhesive with high adhesion to metals

SUPER REPAIR
Fastest repair adhesive in the world, tough, machinable and paintable.
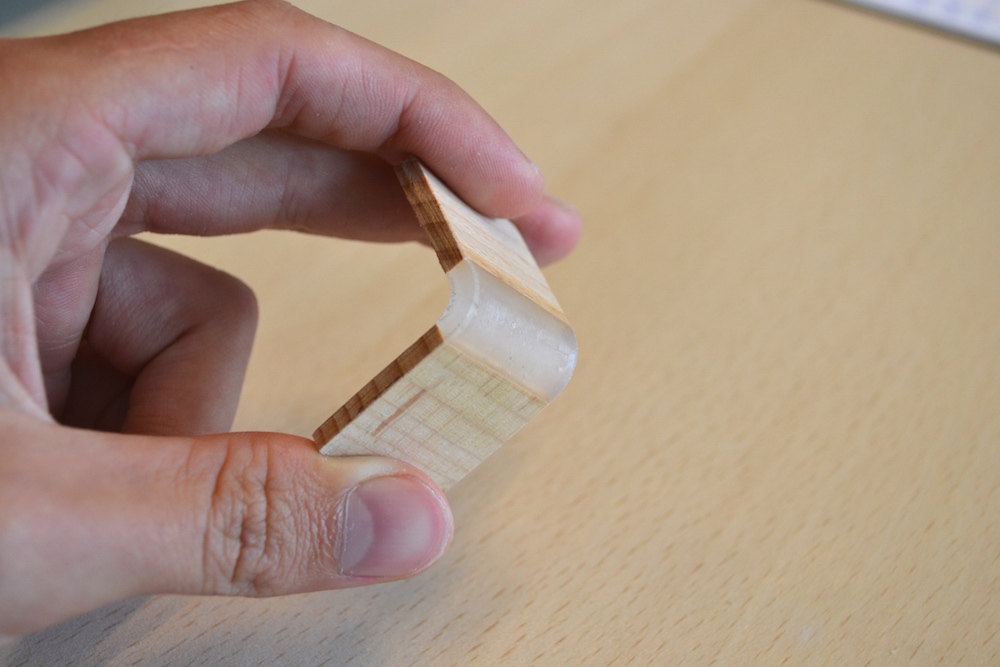
SUPERFLEX
Bulk-curing, elastic, instant adhesive with > 200% elongation.

RTA
Special formula with rubber toughening

BX SERIES
Odourless, non-staining, non-irritating instant adhesives

H2R
A fast curing adhesive with high resistance to hot-wet environmental conditions.

FURY
The first high temperature resistant adhesive formulated to resist exposure to temperatures in excess of 150 ºC

LIGHT LOCK nº1
Light lock nº1 is the first commercial light curing cyanoacrylate adhesive based on non-staining, non-lachryamatory, odorless monomer technology.

AF SERIES
General use instant adhesive

ZAPIT
Shoe assembly and leather goods, in seconds.

3DFIX
Impregnating resin for 3D printed parts








Contact us



http://www.afinitica.com
mail:info.bell@bostik.com
Postal Address:
Edifici Eureka. Campus UAB.
08193 Bellaterra
Barcelona - Spain
Phone number +34 931 431 952
skype: afinitica
